본 규정에 제시되어 있는 절차는 강자성체 재료의 표면에 존재하는 균열 및 기타 불연속부를 검출하기 위한 비파괴검사 방법으로서 건식 및 습식 자분탐상검사 모두에 대해 적용되는 기법을 규정하고 있습니다.
목차
01. 자분탐상검사
01-1. 일반요건
01-2. 장비
01-3. 표면상태
01-4. 기법
01-5. 선형자화법
01-6. 교정
01-7. 검사
01-8. 평가
01-9. 문서화
02. 침투탐상검사
02-1. 일반요건
02-2. 탐상제
02-3. 기타요건
02-4. 기법
02-5. 교정
02-6. 검사
02-7. 평가
02-8. 문서화
01. 일반요건
[적용]
자분탐상검사를 할 때에는 다음의 필수 요건을 반드시 포함시킨 인정된 절차서에 따라 시행하여야 합니다.
가. 자화기법
나. 자화전류 형식
다. 표면 전처리
라. 자분 종류
마. 자분의 적용 방법
바. 과잉자분의 제거방법
사. 사. 빛의 최소강도
아. 인정범위를 초과하는 피복두께
자. 성능검증(요구하는 경우)
차. 인정범위를 초과하는 검사품 표면온도
자분탐상검사의 필수요건에 제시된 요건이 변경될 경우에는 절차서의 재인정이 필요합니다.
[장비]
1. 검사품에 필요한 자속을 만들 때에는 자화기법에 규정된 적절하고 적합한 방법 중 한 가지 이상의 기법을 이용하여야 합니다.
● 자속 : 어떤 가상의 곡면에 작용하는 총 자기력을 나타내는 물리량을 말한다.
■ 자분
자분은 제조자가 정한 온도 범위 내에서만 사용되어야 하며, 검사품 표면의 배경에 대해 높은 콘트라스트를 만들기 위하여 색상을 첨가하도록 하여야 합니다.
● 콘트라스트 : 물체를 다른 물체 및 배경과 구별할 수 있게 만들어 주는 시각적인 특성의 차이를 말한다.
2. 장치의 작동 주파수의 최소 범위는 1 ㎒∼5 ㎒ 이며, 2.0 dB 이하의 단위로 단계별로 조절되는 이득(gain) 조정기가 내장되어 있는 것을 사용하여야 합니다. 장치에 댐핑(damping) 조정기가 있는 경우, 검사의 감도를 떨어뜨리지 않는 것에 한하여 사용할 수 있습니다.
3. 리젝션(rejection) 조정기는 검사의 직선성에 영향을 주지 않는다고 실증되지 않는 한, 검사 동안에는 “꺼짐” 위치에 있어야 합니다.
[표면상태]
■ 표면준비
1. 표면이 불규칙하여 불연속부로부터의 지시를 가리게 되는 경우에는 불규칙한 표면을 연삭, 기계가공을 이용하여 표면준비를 할 필요가 있을 수 있습니다.
2. 검사할 표면과 그 표면에서 최소한 25㎜ 이내의 모든 인접부위는 자분탐상검사 전에 미리 건조시켜야 하고, 오물, 그리이스, 보푸라기, 스케일, 용접 플럭스, 용접 스패터, 기름, 또는 자분탐상검사를 방해하는 다른 이물질이 없도록 항야 합니다.
3. 표면의 세척에는 세척제, 유기용매, 스케일 제거제, 페인트 제거제, 증기탈지, 모래 또는 그릿 블라스팅(grit blasting), 또는 초음파 세척법을 이용할 수 있습니다.
● 그릿 블라스팅 : 거친 표면을 매끄럽게 하거나 가압 된 연마 스트림을 사용하여 매끄러운 표면을 거칠게 만드는 데 사용되는 방법을 말한다.
4. 비자성 피복이 부품의 검사부위에 남아 있는 경우에는, 적용되는 최대 피복두께를 통하여 지시가 검출될 수 있다는 것을 실증하는 과정을 거쳐야 합니다.
■ 표면 콘트라스트의 증대
비자성 피복이 자분의 콘트라스트를 증가하는데 충분한 양만큼 만 피복되지 않은 표면에 임시로 적용하였을 때, 증가된 피복을 통하여 지시가 검출될 수 있다는 것을 실증하여야 한다.
[기법]
아래에 제시된 자화기법 중 한 가지 이상이 사용되어야 합니다.
1. 프로드법
2. 선형자화법
3. 원형자화법
4. 요크법
5. 다축자화법
■ 프로드(Prod)법
1. 자화절차
프로드법의 자화 방법은 휴대용 프로드를 검사하는 부위의 표면에 눌러 전기적인 접촉을 시켜 자화시키는 방법입니다. 아크 발생을 방지하기 위하여, 프로드는 손잡이에 원격조정 스위치가 장착된 것을 사용하여야 하고, 통전하기 전 검사할 부위에 적절하게 위치시켜야 합니다.
2. 자화전류
자화를 할 때에는 직류 또는 정류 자화전류가 사용되어야 합니다. 검사체의 두께가 19 ㎜ 이상인 경우 자화전류는 프로드 간격에 따라 최소 3.9 A/㎜∼최대 4.9 A/㎜이어야 하고, 검사체의 두께가 19㎜ 미만인 경우 자화전류는 프로드 간격에 따라 3.5 A/㎜∼4.3 A/㎜이어야 합니다.
3. 프로드 간격
프로드의 간격은 200㎜ 이하로 하여야 합니다. 프로드의 간격이 짧을 때에는 검사하는 부위의 기하학적 제한을 조정하거나 감도를 올리는데 사용이 되지만, 75 ㎜ 미만의 프로드 간격은 프로드 주위에 자분집적을 방해하므로 일반적으로 사용하지 않습니다. 프로드 팁은 청결하여야 하고 정돈된 상태로 사용하여야 합니다. 자화전류원의 개방회로 전압이 25 V를 초과하는 경우, 검사품에 동(Cu)이 용착되는 것을 방지하기 위해, 납, 강, 또는 알루미늄 팁으로 된 프로드를 사용하는 것이 권장됩니다.
● 자분집적 : 분탐상시험에서 시험면에 적용하여 자분모양을 형성하는 강자성체의 미세한 분말을 말한다.
■ 선형자화법
1. 자화절차
선형자화법은, 부품 또는 검사할 부품의 일부를 둘러 감싼 여러 번 감긴 고정코일(케이블)을 사용하여 전류를 통과시키는 방법으로 자화를 실시합니다. 이 방법을 사용하면 코일축에 평행한 선형자장을 형성할 수 있습니다. 미리 감긴 고정 코일이 사용되는 경우, 부품은 검사하는 동안 코일의 내면 근처에 배치하여야 합니다. 코일 단면적이 부품 단면적의 10배 이상일 때 부품의 위치는 특히 중요합니다.
2. 자장강도
자장강도 기법으로 부품을 자화할 때에는 직류 또는 정류전류를 사용합니다. 자화에 필요한 자장강도는 아래의 “가”와 “나” 에 지시된 것과 같이, 부품의 길이 L 및 지름 D를 근거로 계산하거나, “라”와 “마” 에서 정한대로 강도를 설정하여야 합니다. 길이가 긴 부품은 그 길이가 460㎜를 초과하지 않도록 나누어 검사하여야 하고, 필요한 자장강도를 계산할 때 길이 L을 460㎜로 하여 계산하여야 합니다. 비원통형 부품의 경우, D는 최대 단면적의 대각선 길이로 설정하여야 합니다.
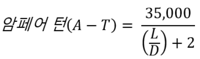
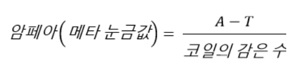
가. L/D 비(ratio)가 4 이상인 부품의 자화전류는 아래와 같이 설정합니다.
자화전류는 다음과 같이 계산한 암페아 턴(turn) 값의 ±10% 이내로 합니다.
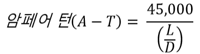
나. L/D 비가 2 이상이고 4 미만인 부품의 자화전류는 아래와 같이 설정합니다.
자화전류는 다음과 같이 계산한 암페아 턴 값의 ±10 % 이내로 합니다.
다. 부품의 L/D 비가 2 미만인 경우에는 코일 자화법을 사용할 수 없습니다.
라. 자화할 부위가 코일중심에서 어느 한 쪽으로 225 mm를 초과하여 연장되어 있는 경우, 자장의 적정성을 실증하여야 하는데 이때 자화자장의 적합성 및 방향 규정의 자분 지시계 또는 인공결함 심을 사용할 수 있습니다.
마. 부품의 크기 또는 형상이 큰 경우에는 자화전류는 1200~4500 암페아 턴(A-T)이어야 합니다. 자장의 적정성 실증은 자화자장의 적합성 및 방향 규정에 따라 인공 결함 심(shim) 또는 파이(Pie)형 자분지시계를 사용할 수 있습니다. 홀(Hall)-효과 탐촉자 가우스메터는 원형코일 자화법에 사용하여서는 안 됩니다.

![]()







 카카오톡
카카오톡
 페이스북
페이스북
 SMS
SMS
 URL복사
URL복사