용접절차란 문서화 되어 인정된 용접절차시방서(Welding Procedure Specification, WPS)를 말하며, 제품의 용접을 하기 위한 지침을 제공하는 것을 말합니다. 이용접절차시방서에는 허용되는 모재, 사용되어야 할 용가재, 예열 및 용접후열처리요건 등을 포함시켜야 합니다.
목차
01. 용접시공법
01-1. 용접절차시방서
01-2. 용접절차 인정기록서
01-3. 용접절차시방서와 절차인정기록서의 관계
01-4. 용접절차시방서의 조합
01-5. 용접절차시압서의 인정방법
01-6. 용접절차인정 합격기준
01. 용접절차시방서
● 모재 : 용접할 대 그 대상이 되는 금속
● 용가재 : 용착부를 만들기 위하여 녹여서 첨가하는 금속
● 용착부 : 용접부 안에서 용접하는 동안에 용융 응고한 부분을 말함.
[용접절차시방서의 내용]
용접절차시방서에는 사용한 용접법 별로 필수변수, 비필수변수 및 필요할 경우 추가필수변수까지 기록하여야 하며, 이를 뒷받침하는 절차인정기록서가 명시되어야 합니다. 이러한 변수들은 아래 별표1의 “용접법별 용접절차시방서의 용접변수”에서 규정하고 있습니다.
[용접절차시방서의 서식]
서식 1은 용접절차시방서 작성을 위한 참조 서식이다. 별표 1에 규정된 필수변수, 비필수변수 및 추가필수변수(요구될 경우)가 명시되어 있는 경우에 임의의 서식으로 변수들을 문서화 하거나 도표화할 수 있습니다.
서식에는 피복금속아크용접 (SMAW) , 서브머지드아크용접 (SAW) ,가스금속아크용접(GMAW) 및 가스텅스텐아크용접(GTAW)을 위해 필요한 자료를 포함하고 있습니다. 단 서식은 참조용이며 위의 용접법에서 요구하는 모든 자료의 목록은 아닙니다.
02. 용접절차 인정기록서
[용접절차시방서의 변경]
절차인정기록서(Procedure Qualification Record, PQR)는 시험재의 용접에 사용된 용접데이터와 시험재를 용접할 때 적용된 용접변수가 기록된 기록서입니다. 절차인정기록서에는 시험편의 시험결과와 용접변수를 포함하여야 하는데 기록하는 변수는 제품용접에 사용되는 실제 용접 변수의 소범위 내에 있습니다. 제조자는 절차인정기록서를 정확하게 확인하고 인증하여야 합니다.
[절차인정기록서의 내용]
절차인정기록서에는 시험재를 용접하는데 사용된 모든 용접법에 대하여 모든 필수변수 및 추가필수변수(요구될 경우)가 기록되어야 합니다. 시험재의 용접 중 사용된 비필수변수 혹은 기타 변수의 경우 제조사 혹은 계약자의 선택에 따라서 기록할 수 있으며, 기록을 하는 경우 모든 변수는 시험재의 용접 중에 사용된 실제 변수를 변수의 범위를 포함하여 기록하여야 합니다.
[절차인정기록서의 서식]
서식 2는 “절차인정기록서” 작성에 대한 지침을 제공합니다. 절차인정기록서를 작성할 때 규정된 모든 필수변수와 추가필수변수를 포함하여 작성한 경우, 절차인정기록서에서 요구되는 정보는 각 제조사나 계약자의 요구에 따라 알맞은 임의의 서식으로 작성할 수 있습니다.
[절차인정기록서의 변경]
절차인정기록서는 특정 용접 시험 중에 발생한 사실을 기록한 문서이며 편집상의 수정이나 개정이 가능합니다. 절차인정기록서는 아래에 제시된 경우를 제외하고는 절차인정기록서를 변경하면 안 됩니다.
편집상 수정의 예시로는 특정 모재나 용가재에 관련하여 P-No. F-No. 또는 A-No. 등을 잘못 지정하여 적는 것과 같은 경우가 있습니다. 개정을 위한 수정의 예시로는 규격변경으로 인하여 발생하는 변경이 있습니다. 예를들어, 기존 용가재에 새로운 F-No. 등을 채택하는 경우인데, 이 경우 특정 제작 규격요건에 따라서 제조사 또는 계약자는 규격개정 이전에 인정한 특정 F-No.에 속하는 다른 용가재를 사용할 수 있습니다.
03. 용접절차시방서와 절차인정기록서의 관계
[용접절차시방서와 절차인정기록서의 관계]
절차인정기록서에 있는 데이터들을 이용하여 여러개의 용접절차시방서를 작성할 수 있습니다. (예시 : 판의 아래보기(1G)에 대한 절차인정기록서는 다른 모든 필수변수의 범위 내에서 판 또는 관의 아래보기(F), 수직(V), 수평(H) 및 위보기(O) 자세에 대한 용접절차시방서의 인정에 사용될 수 있다.)
각각의 필수변수 및 추가필수변수(요구될 경우)를 인정하는 절차인정기록서가 있는 경우에는 하나의 용접절차시방서가 여러 개의 필수변수의 범위를 포함할 수 있습니다.(예시 : 만약 1.5~5 ㎜ 및 5~32 ㎜의 두께범위에 대한 여러개의 절차인정기록서가 있는 경우, 하나의 용접절차시방서에서 1.5~32 ㎜의 두께범위를 다룰 수 있습니다.)
04. 용접절차시압서의 인정방법
“용접절차시방서(WPS)와 절차인정기록서(PQR)”는 용접할 용접물이 요구되는 성질을 가지고 있는지를 결정하는 문서로, 용접법과 용접법별 확인항목의 기록, 모재의 구분, 용접변수를 조합하여 시험재를 용접한 후 시험용 조각을 채취하여 기계시험 또는 비파괴시험을 실시한 후 시험 결과가 판정기준에 적합하여야 합니다.
용접법의 구분 시공에 사용될 용접법은 아래 용접법중 하나를 선택 할 수 있습니다.
1. 산소가스용접(OFW)
2. 피복금속아크용접(SMAW)
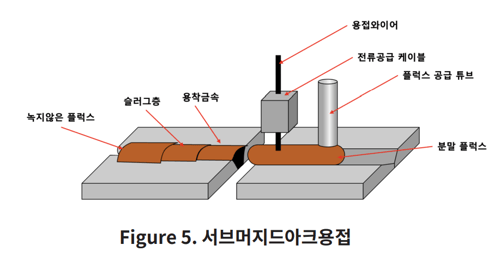
3. 서브머지드아크용접(SAW)
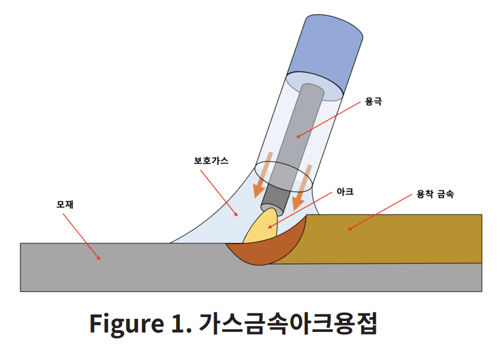
4. 가스금속아크용접(GMAW/FCAW)
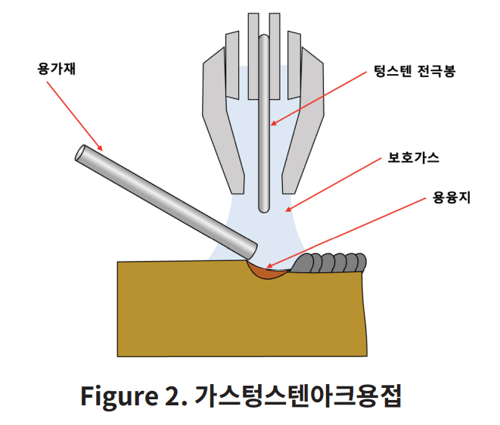
5. 가스텅스텐아크용접(GTAW)
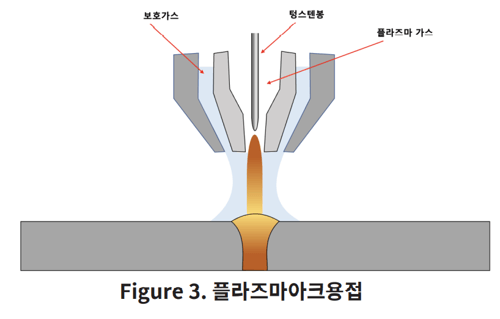
6. 플라즈마아크용접(PAW)
7. 일렉트로슬래그용접(ESW)
8. 전자빔용접(EBW)
9. 스터드용접(SW)
10. 관성 및 연속구동 마찰용접(DFW)
11. 전기저항용접(ERW)
12. 레이저빔용접(LBW)/저전력밀도 레이저빔용접(LLBW)
13. 폭발용접(EW)
가스금속아크용접 : 소모성 와이어 전극과 공작물 금속 간의 전기 아크 형태에서 용융 및 결합을 일으키는 금속 공작물을 가열하는 용접 방법
가스텅스텐아크용접 : 빠르게 산화하여 용접에 어려움이 많은 마그네슘을 용접하기 위해 개발된 용접법으로 비소모성 텅스텐 용접봉과 모재간의 아크열에 의해 모재를 용접하는 방법을 사용한다.
플라즈마아크용접 : 전류에 의해 전도되어 이온화된 가스 흐름의 금속 표면에 작용하여 금속을 녹게 하는 용접방법
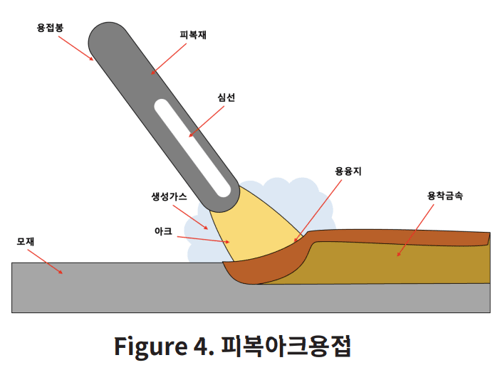
피복아크용접 : 피복 아크 용접봉과 피 용접물의 사이에 아크를 발생시켜 그 에너지를 이용하는 용접방법
서브머지드아크용접 : 선행하여 놓여지는 입상 플럭스 중 솔리드 와이어를 송급하여 플럭스로 덮여진 상태에서 아크를 발생시켜 융접하는 자동 용접법

![]()







 카카오톡
카카오톡
 페이스북
페이스북
 SMS
SMS
 URL복사
URL복사